3Dプリンターのスライスツール「KISSlicer」の設定方法をまとめてみた。

3Dプリントする際に必要なスライスツール(3Dモデルを層に分けてgcodeに変換するツール)で
私が使っているのが、フリーソフトの「KISSlicer」
かなり使い易いツールですが、英語版であり調整が難しいのが難点。
そこでオススメの設定方法をまとめてみました。
まず始めに

素材がPLAかABSかによって設定が変わってきますが、ココでは両方の素材の設定方法をご紹介致します。(あくまで私の設定なので調整は必要です)
画面右下の「Show Settings」項目にチェックを付けて詳細情報を表示してください。
「Setting Level」項目を「Expert」にすると設定変更できる項目が増えますので設定致します。
Printerタブの設定
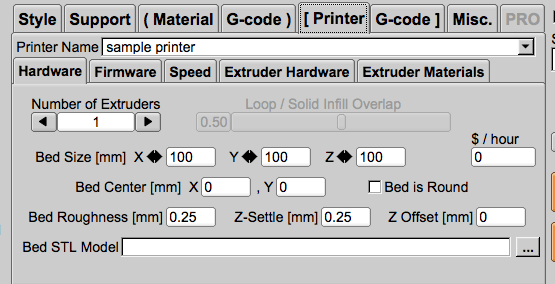
まずはプリンターの可能領域を設定致します。
「Bed Size(mm)」よりX,Y,Z軸の最大可能領域を設定してください。(atomの場合はX:140mm、Y:140mm、Z:130mm)
Bed Center[mm]はX、Y軸の中心に設定致します。

中のFirmwareタブのFirmware Typeは「5D – Absolute E」を指定しております。
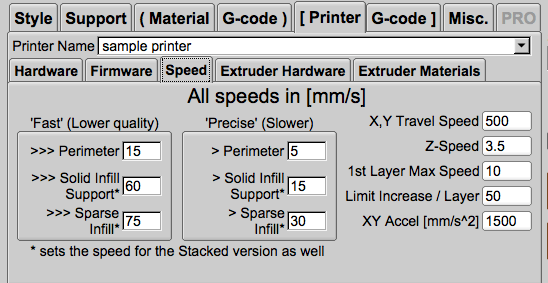
Speedタブでは印刷速度を設定できます。
遅くすることで造形の精度があがりますが、ココで設定した値を
右のスライダーで調整できますので、モデルによって調整してみてください。
Style項目
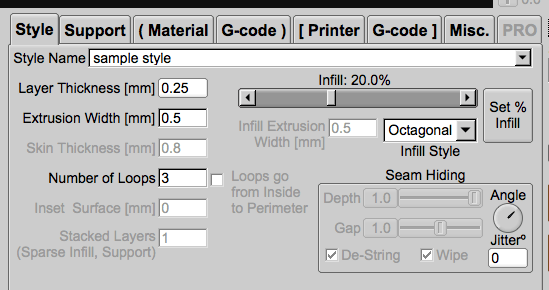
積層ピッチ : Layer Thickness[mm]
層の厚みを設定致します。
細かくすることでより滑らかな造形ができます。(私の場合は普通のもので0.25、細かいディテイールが必要な場合は0.1mm)
フィラメントの線の太さ : Extrusion Width[mm]
ノズルのサイズを設定致します。(0.4mmノズルならそのまま0.4mm)
外層の厚み : Skin Thickness[mm]
ココで設定した数値以下のそうであった場合、自動で厚みを持たせてくれます。
私は細かいものを印刷する際は0.1mmに設定してあります。
外周のループ数 : Number of Loops
多いほど外層が厚くなり、壊れにくくなる反面崩れなどもでてき易い。
実際の太さは、Extrusion Width[mm] * Number of Loopsとなります。(3程度で設定してます。)
(その分制作時間もかかります)
インフィルの線の太さ : infill および infill Width
モデルの中身を埋める線の太さです。
壊れにくいものを作りたければinfillも多めに設定します。(その分制作時間もかかります)
Support(サポート材)設定
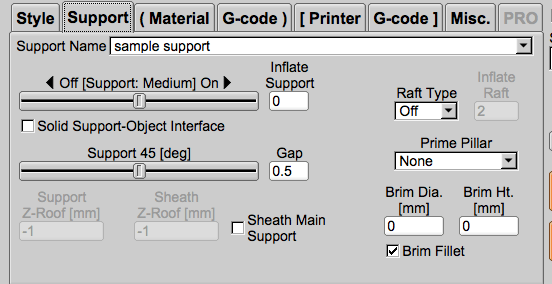
左上のスライダーを変更することでサポート材の量を調整できます。
サポート材は宙に浮いたパーツの足場を作ってくれるのでモデルに合わせて調整しましょう。
細かいフィギアなどはサポート材を多めにしておくと、
印刷時のずれも少なくなります。
下のスライダーにある、サポート材を作る角度は45度のままで十分です。
Prime Pillarはモデルの外周に壁を作ってくれますが、風の影響はあまりないように感じるので私は設定してません。
Material(素材設定)タブ

Temperatureは利用する素材によって設定が違います。
PLA素材の場合、 190-220度(Bedは60度)、ABS素材の場合は230-240度(Bedは110度)にて設定します。
(PLAの場合はBedは必要ないかもしれません)
私はMain、Keep-Warmに高めの値、First Layer(始めの層)はベッドに付けるため各素材の最大温度を設定してます。
G-codeタブ設定
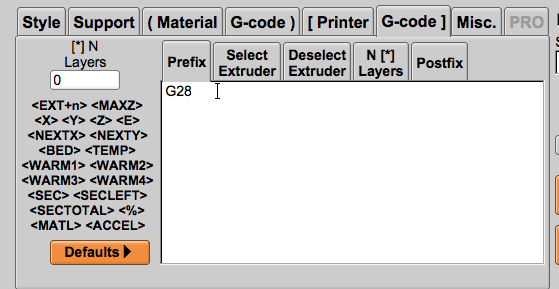
PrefixはGcode書き出し時に、ファイルの先頭にGcode命令を付け加えることができます。
ここでは「G28」を入力し、原点(0,0,0)に戻る設定をしておきます。

Postfixには印刷終了時の動作を設定できます。
ここでは「M140 S0」とし、温度を自動で下げる設定をしておきましょう。
設定が完了したら、一度KISSicerを閉じてください。
再度起動すると設定項目が保存されています。
モデルの読み込み・回転・位置調整について

FileメニューのOpen STL Model(s)をクリックし、プリントしたいモデルを読み込みます。
モデルの回転は読み込んだモデルのサムネイルを右クリックし、
「Transform axes」 -> 「X => Up」 または 「Y => Up」などで回転できます。
「Height」を変更すると縮小もできます。
位置も右下の「Center」の左と下にあるスクロールバーにて調整できます。
通常のモデルが収まりきらない場合でも回転し、印刷領域におさめることができますが、
なるべく下に重心がいくように(土台があるように)調整致しましょう。
(張り付きが悪く、失敗の原因になります。)
 EATTTT – パズルでペットを育てよう
EATTTT – パズルでペットを育てよう Harding – なぞって囲って増やして、放牧生活
Harding – なぞって囲って増やして、放牧生活 Petective – 保護猫専用写真共有アプリ
Petective – 保護猫専用写真共有アプリ 異世界転生漫画.com
異世界転生漫画.com
64-32bitの違いと思ったのは、間違っていました
ブラックアウトは表示を切る設定にしたためでした。
プリントのお勉強もだいぶ進みました。